双金属复合耐磨板NM450B衬板怎么样
价格面议2023-10-12 10:49:37

————认证资质————
- 个人未认证
- 企业已认证
- 微信未认证
- 手机已认证
线上沟通
与商家沟通核实商家资质
线下服务
核实商家身份所有交流确保留有证据
服务售后
有保障期的服务请与商家确定保障实效
详情
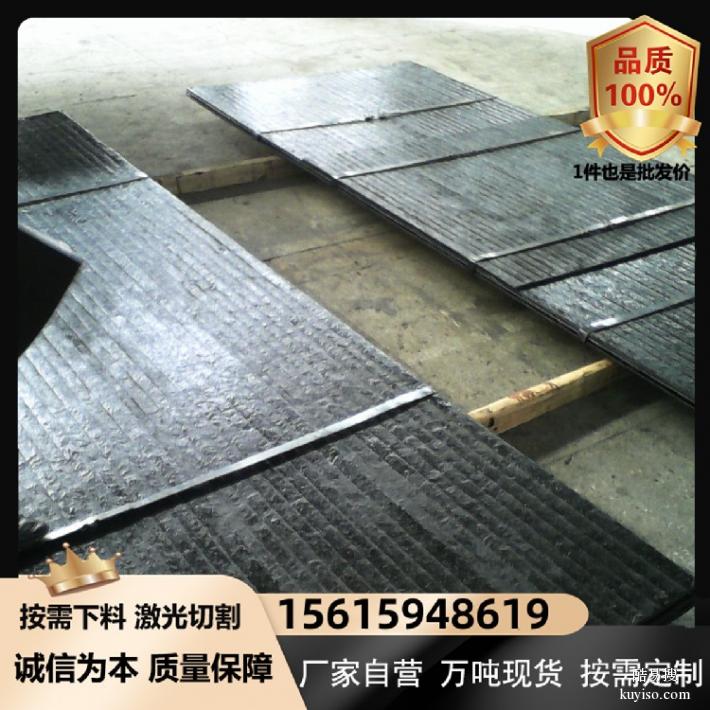
| 产品特征 | 冲击越高耐磨性能越好 | 产品表面 | 均匀裂纹 |
| 保障 | 出材质报告 | 加工服务 | 深加工激光数控切割 钻孔 |
| 厂家 | 源达旺 | 型号 | |
| 是否尾货 | 否 | 是否进口 | 否 |
| 用途 | 强力抗磨损 | 联系人 | 华经理 |
| 货物销售类型 | 现货 | 质量等级 | 正品(受理质量异议) |
| 配送服务 | 配送到厂 | ||
双金属复合耐磨板NM450B衬板怎么样

双金属耐磨复合钢板定义
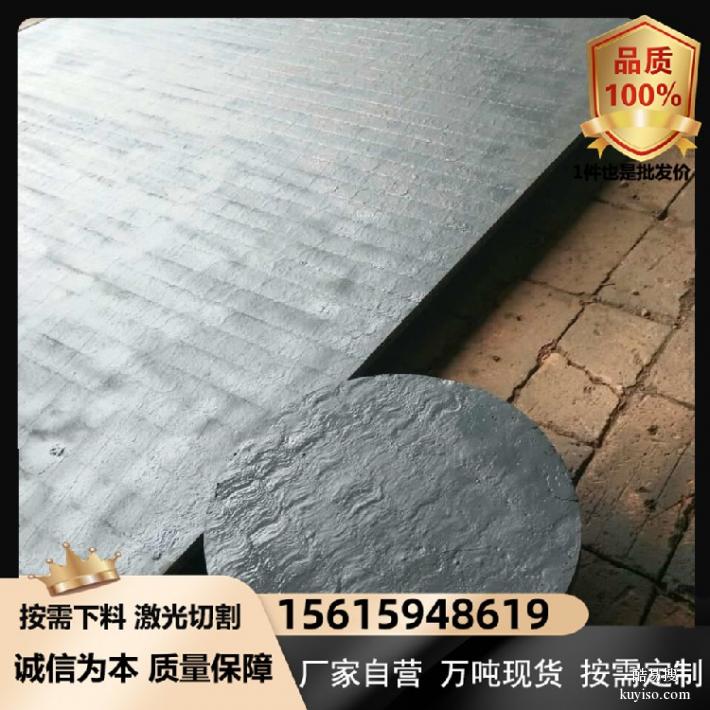
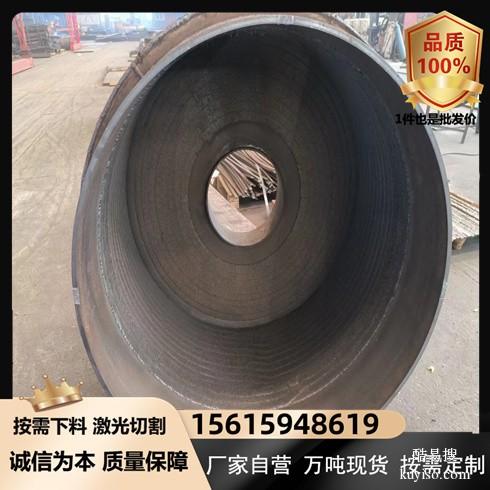
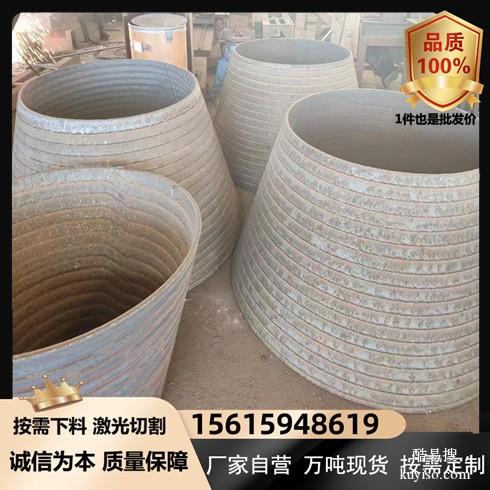
双金属复层耐磨钢板即耐磨板,它是大面积磨损工况使用的板材产品,是在普通钢板或耐热钢板、不锈钢板上堆焊形成以体积分数达到50%以上Cr7C3碳化物为主的合金耐磨层。
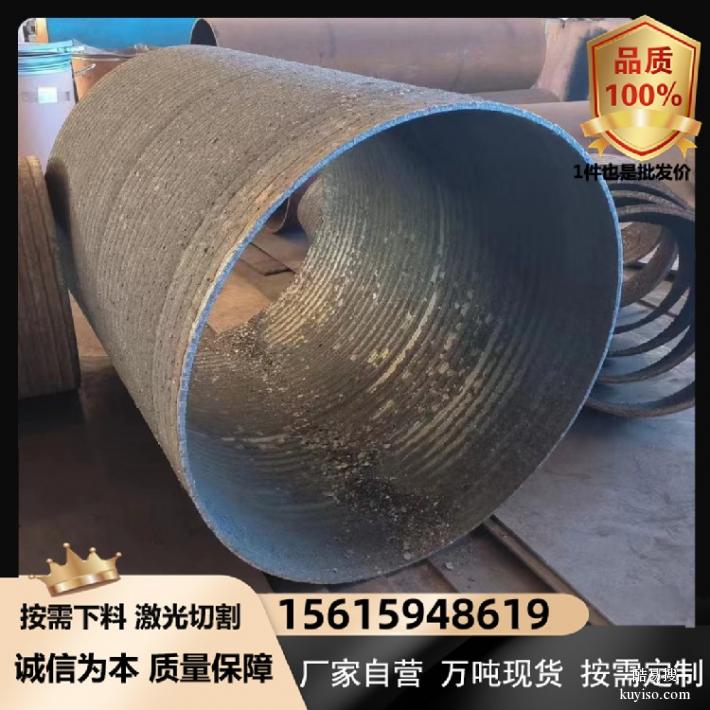
双金属耐磨复合钢板广泛用于重工业领域,为工业设备,工件的磨损失效提供了重要的耐磨保护措施,提高设备、工件的使用寿命,为企业提高了生产效率,降低成本。
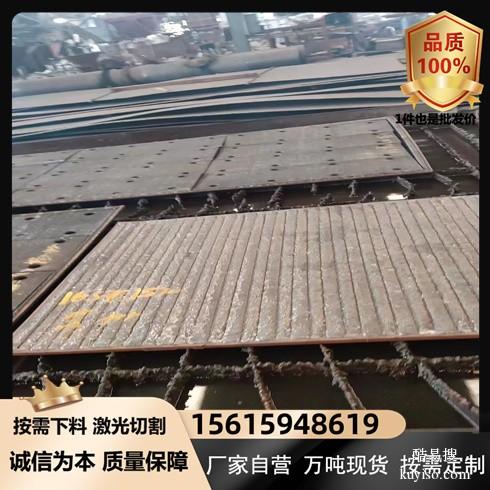
耐磨层堆焊裂纹主要是因为堆焊耐磨层硬度高,应力大,此时产生的裂纹是可控的,不会产生贯穿性裂纹,对耐磨性影响较小。
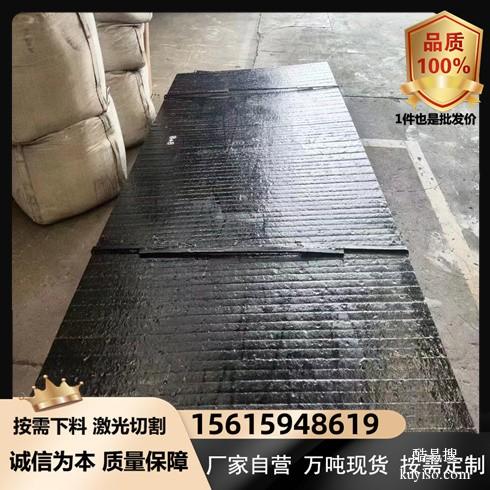
耐磨层堆焊裂纹可以有,当然也可以无,KNM60耐磨层堆焊钢板,表面光滑无裂纹。
KN60耐磨钢板质量要求:堆焊硬度HRC55;铬含量一般为10,在500-600°高温工况中仍具高耐磨性,回火硬度HRC55保持不变。耐磨性是低碳钢的20倍以上、是不锈钢、高锰钢的10倍,是一般高碳高铬耐磨钢板的1.5倍以上。

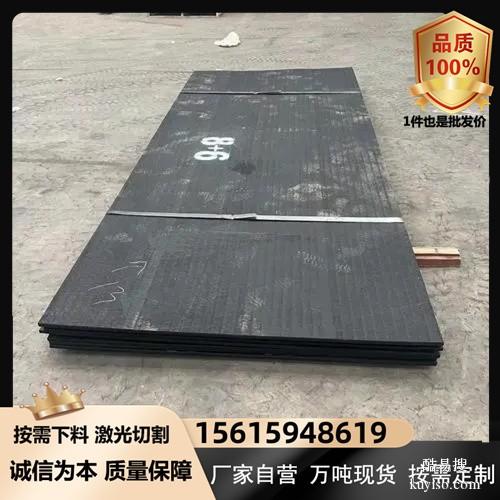
耐磨复合钢板KN60的厚度规格有:
2+2,zhi3+3,4+4,5+5,6+4,6+6,8+4,8+6,8+8,10+4,10+6,10+8,10+10,12.5+12.5,20+20以上
KN60耐磨焊丝具有良好的抗磨料磨损,耐冲击磨损,耐粘着磨损(金属间磨损),耐高温磨损,耐腐蚀磨损。
KN60耐磨焊丝:管状药芯焊丝,KN60耐磨焊丝直径1.2mm、1.6mm。
用途广泛,耐腐蚀性好,有较高的硬度和抗裂性可替代中等冲击的铸造碳化钨气焊条。主要用于电厂风机叶片、旋耕机叶片、砖机螺旋轴、木炭机螺旋轴等。
硬化耐磨板是整体淬火硬化,金相组织中有马氏体使整体硬度得到提高,微观硬度和宏观硬度基本相同。硬质合金和T10,即使淬火后的T12钢和硬质合金的宏观硬度基本相同的情况下,硬质合金的的耐磨性能远高于T12钢,原因是硬质合金中有大量碳化物存在。
硬化耐磨板在高于250℃使用逐渐退火失去硬度,使耐磨性能大大下降。焊接过程也会是焊缝附近的硬度下降;双金属耐磨板的耐磨层是高合金成分,在一定的温度下还有二次硬化的效果,一般能在650℃以下工作。
硬化耐磨板可以采用机械方法打孔,双金属耐磨板无法用机械方法打孔。
堆焊是焊接领域中的一个重要分支,它在冶金机械、矿山机械、农业机械、石油化工机械、交通运输、原子能工程等制造和维修中获得广泛的应用。堆焊的实质是在金属零件或金属轧材表面用焊接方法堆敷一层同种材质或异种材质金属的工艺过程。
为了发挥表面堆焊合金的性能,所以实施堆焊时应注意以下方面:
1,堆焊层合金成分是决定堆焊效果的主要因素必须根据具体情况,合理制定堆焊层的合金系统,才能使堆焊零件具有较高的使用寿命。
2,尽量降低稀释率是安排堆焊工艺的重要出发点,堆焊层一般含有较多的合金元素,而零件的基体往往是普通碳钢或低合金钢。为此,为了获得预想的表面堆焊层成分,必须尽量减少母材向焊缝的熔入量,即降低稀释率。
3)提高堆焊生产率,堆焊零件往往数量多,堆敷金属量大,所以应选用生产率较高的堆焊工艺。
4)注意堆焊金属与基体金属的配合,为避免堆焊层与母材成分相差悬殊造成过大的热应力和组织应力,使堆焊层开裂、剥落,要求堆焊金属和基体金属最好有相近的膨胀,不然采用过渡层的办法解决。
展开更多
酷易搜提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
提示×
该账号认证已过期,无法显示联系电话。
微信在线
关闭
渝ICP备19011934号-1
 渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
互联网药品信息服务资格证
 渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com互联网药品信息服务资格证